












Anycubic High Speed Resin 2.0
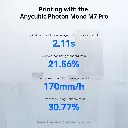
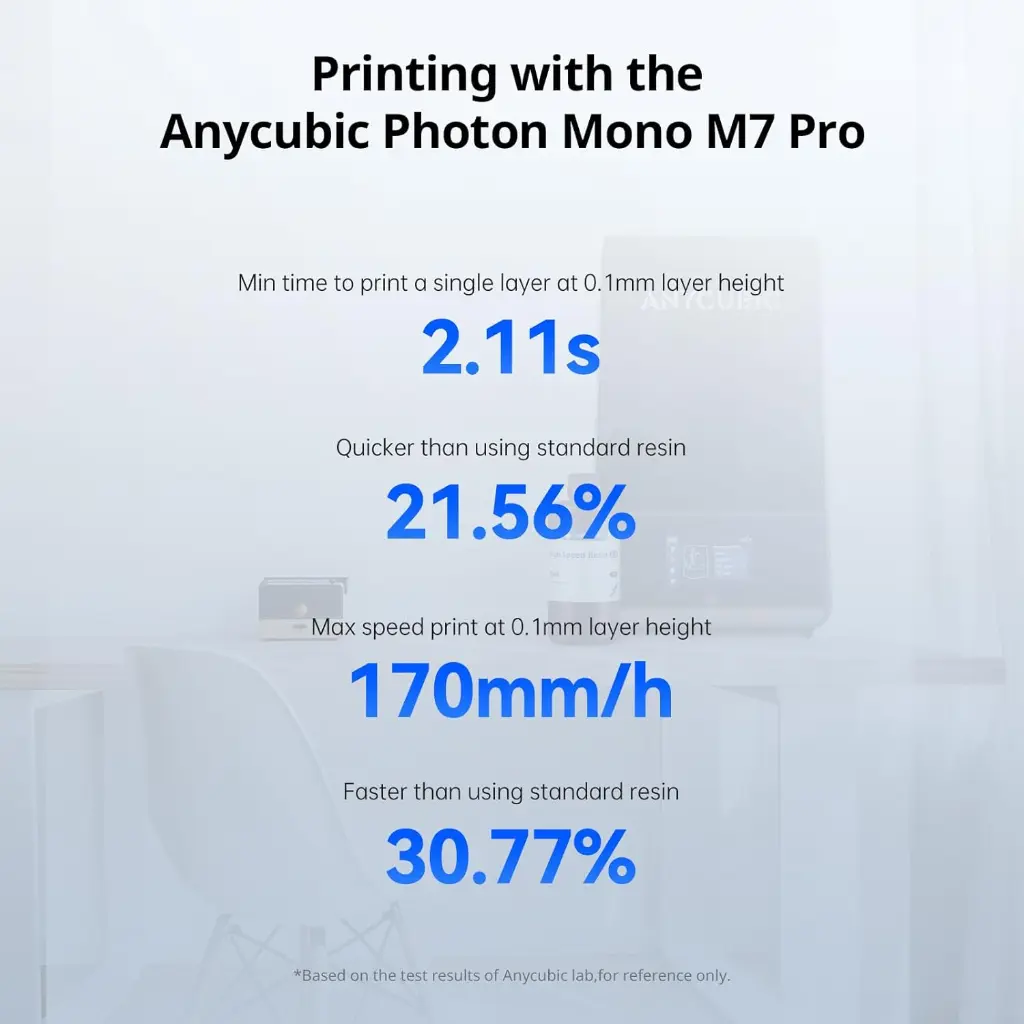
Print Up To 3X Faster
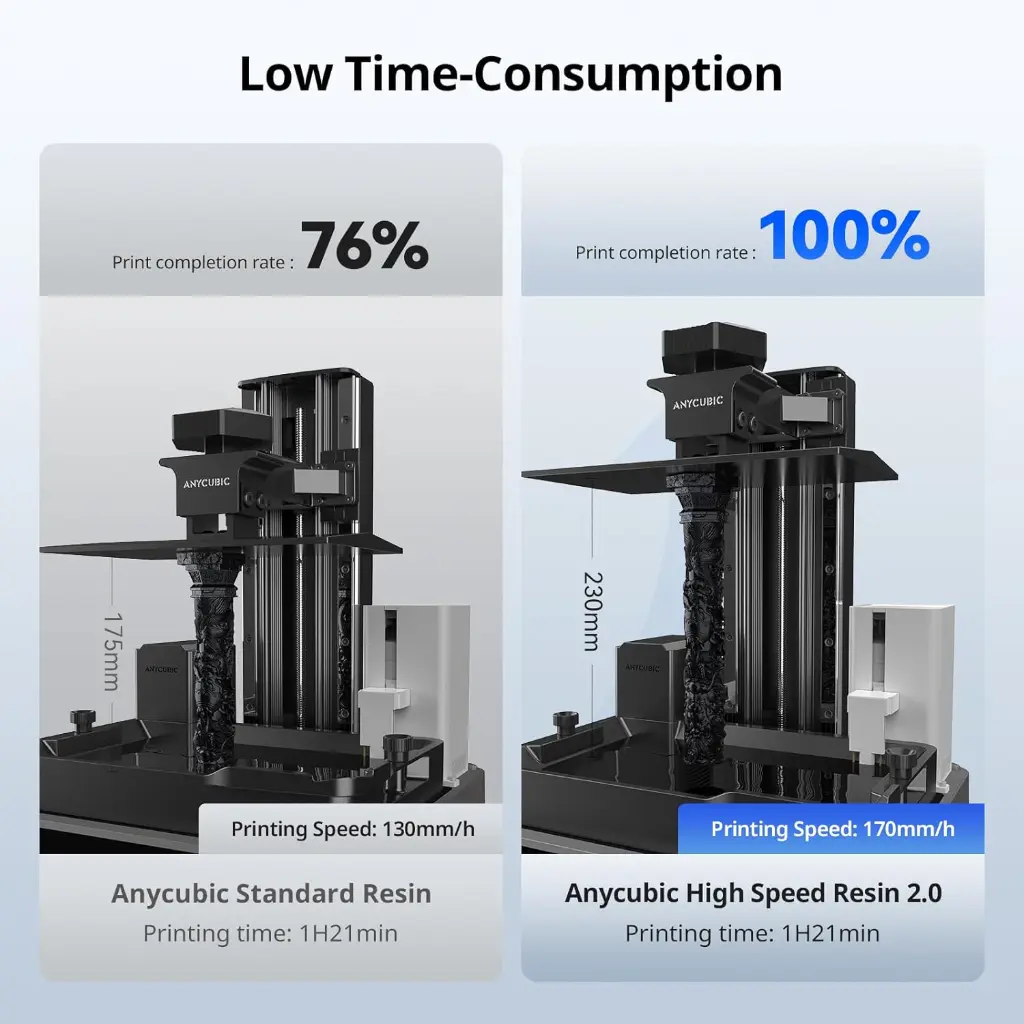
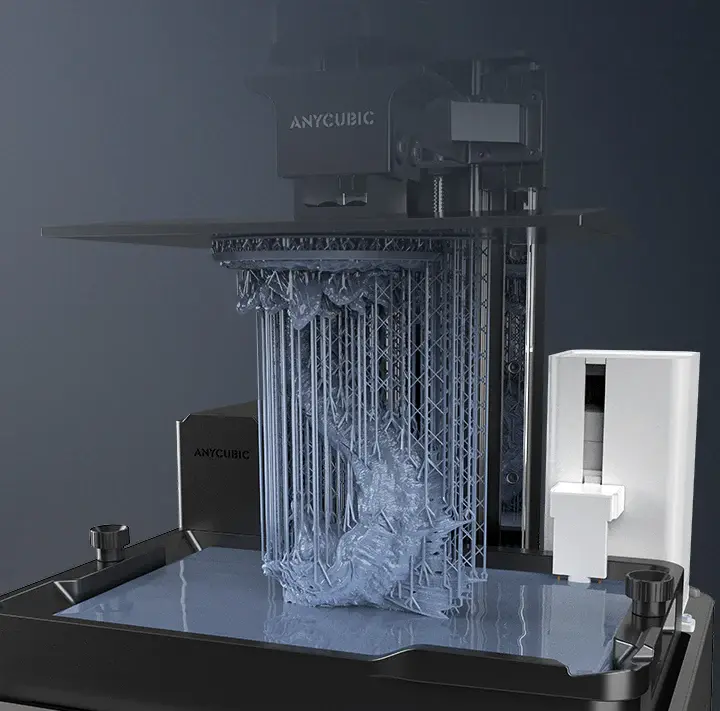
ANYCUBIC High Speed 3D Printer Resin 2.0 is specially developed for High Speed Resin 3D Printer like Anycubic Photon Mono M5s/M5s Pro/M7/M7 Pro. Its low viscosity and high activity contributes to decreasing exposure and curing time, realizing a 3X faster printing experience.
Low-Viscosity, Low-Time-Consumption
The Anycubic High Speed Resin 2.0 has reduced viscosity by 50% compared to regular resin. During the printing platform's up and down movements, its low viscosity characteristic allows for rapid flow to carry away heat, preventing localized overheating, and facilitating quick reflow.
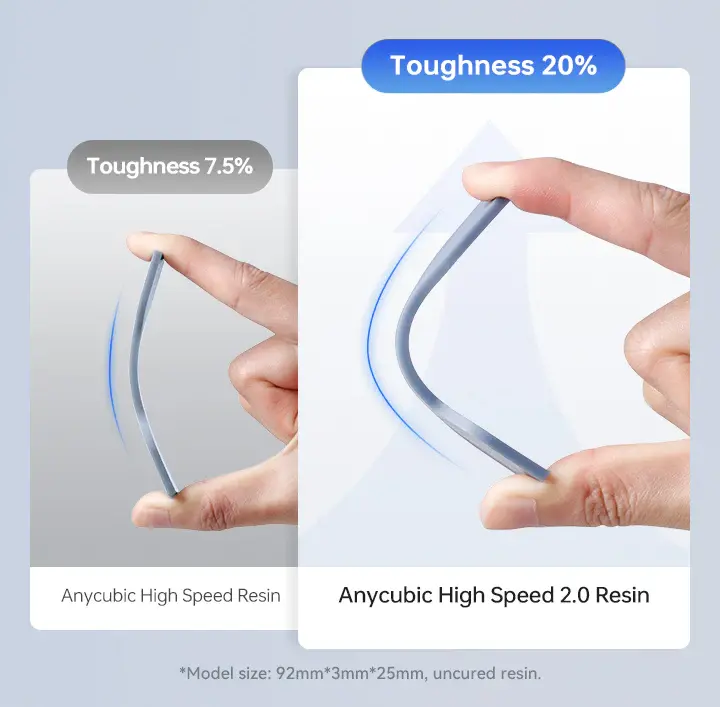
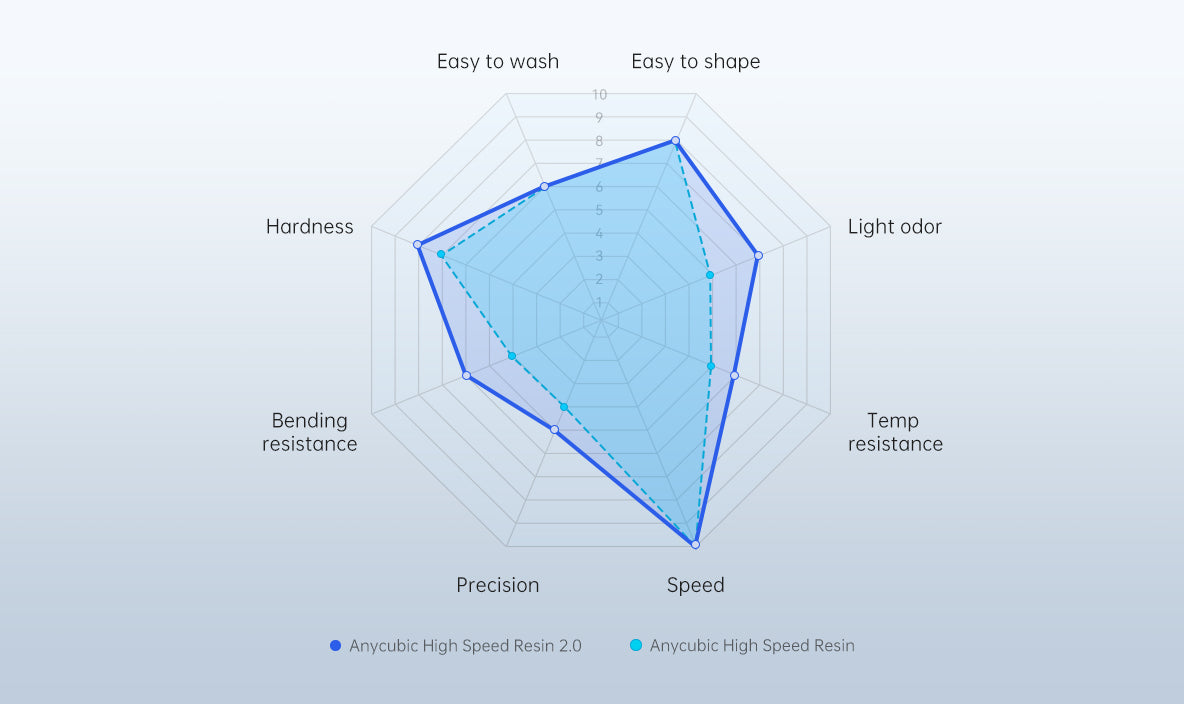
Touger than High Speed Resin 1.0
For the upgraded formula, the resilience of Anycubic High Speed Resin 2.0 is improved from 7.5% to 20%, compared with Anycubic High Speed Resin 1.0.
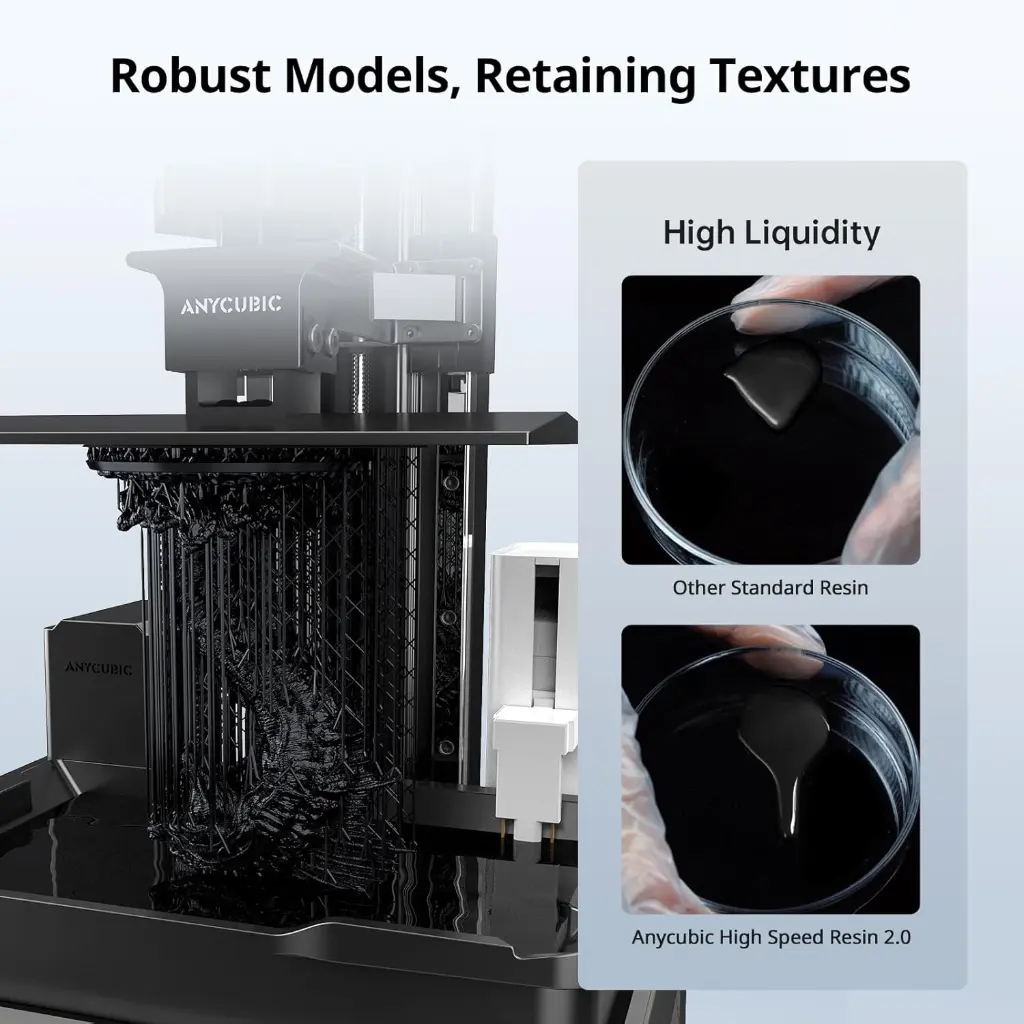
Robust Models, Retaining Textures
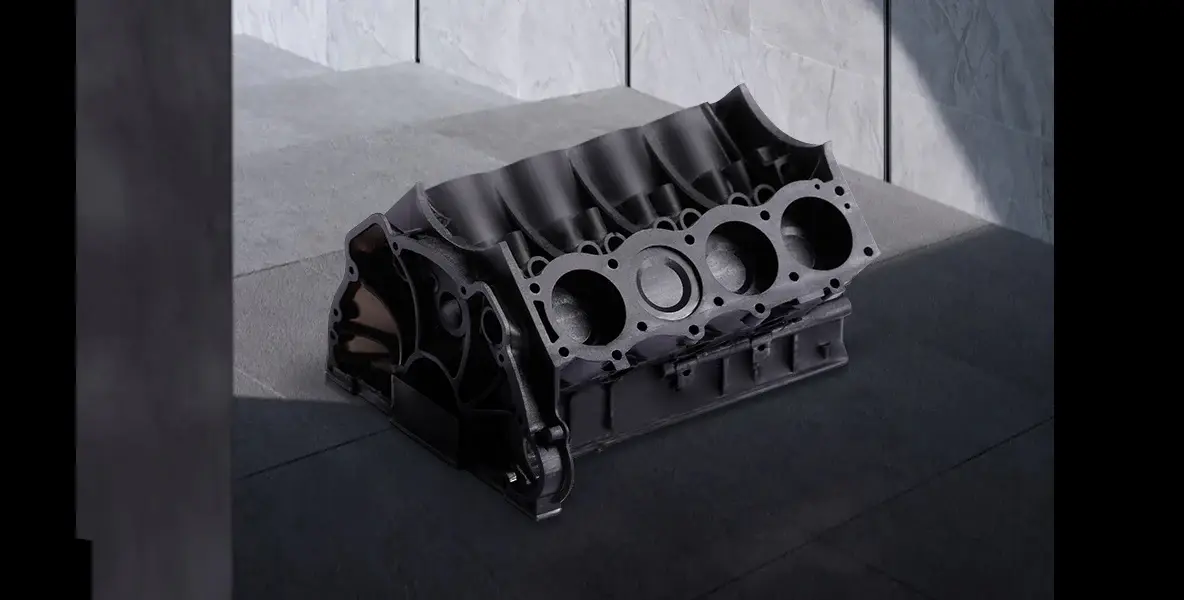
Using ANYCUBIC High Speed Resin 2.0 can largely reduce volume shrinkage during the curing. And the high liquidity of the Anycubic High Speed Resin 2.0 also contributes to rapid curing and less shrinkage. Thus, it is perfect for printing models with fine details, exquisite texture, and smooth finish.
Less Odor than High Speed Resin 1.0
Compared to High Speed Resin 1.0, Anycubic High Speed Resin 2.0 has less odor, providing a healthier printing experience.


ANYCUBIC HIGH SPEED RESIN 2.0
Accelerate Your Creativity
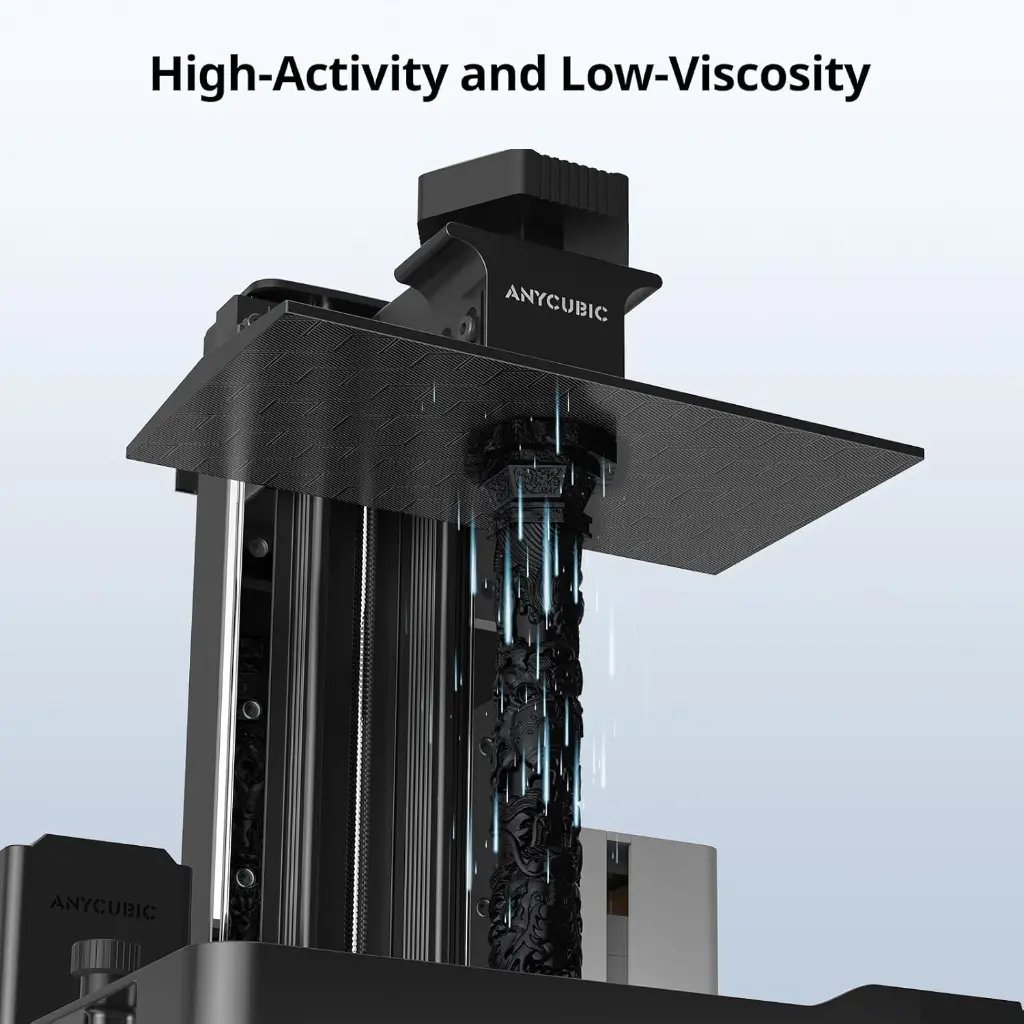
High-Activity, Low-Time-Consumption
High Speed Resin 2.0 has reduced viscosity by 50% vs. regular resin. Its low viscosity aids quick heat dissipation during platform movements, preventing overheating and enabling rapid reflow.

Less Prone to Failures and Damages
Thanks to the upgraded formula, the resilience of Anycubic High Speed Resin 2.0 is improved from 7.5% to 20%, compared with Anycubic High Speed Resin.
Robust Models, Retaining Textures
It can largely reduce volume shrinkage during the curing. And the high liquidity of also contributes to rapid curing and less shrinkage.
Less Odor, More Reliability
Compared to High Speed Resin, High Speed Resin 2.0 has less odor, providing a healthier printing experience.

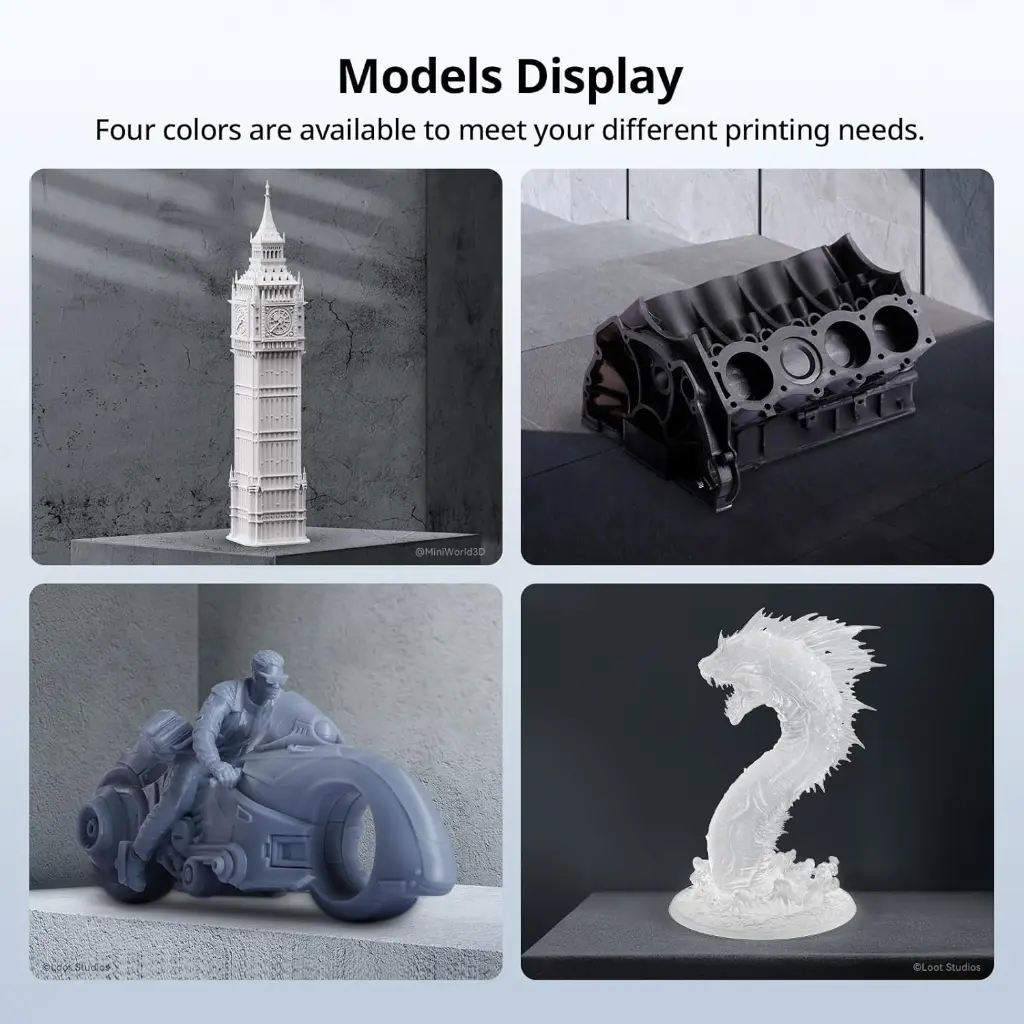
MODEL PRINTS


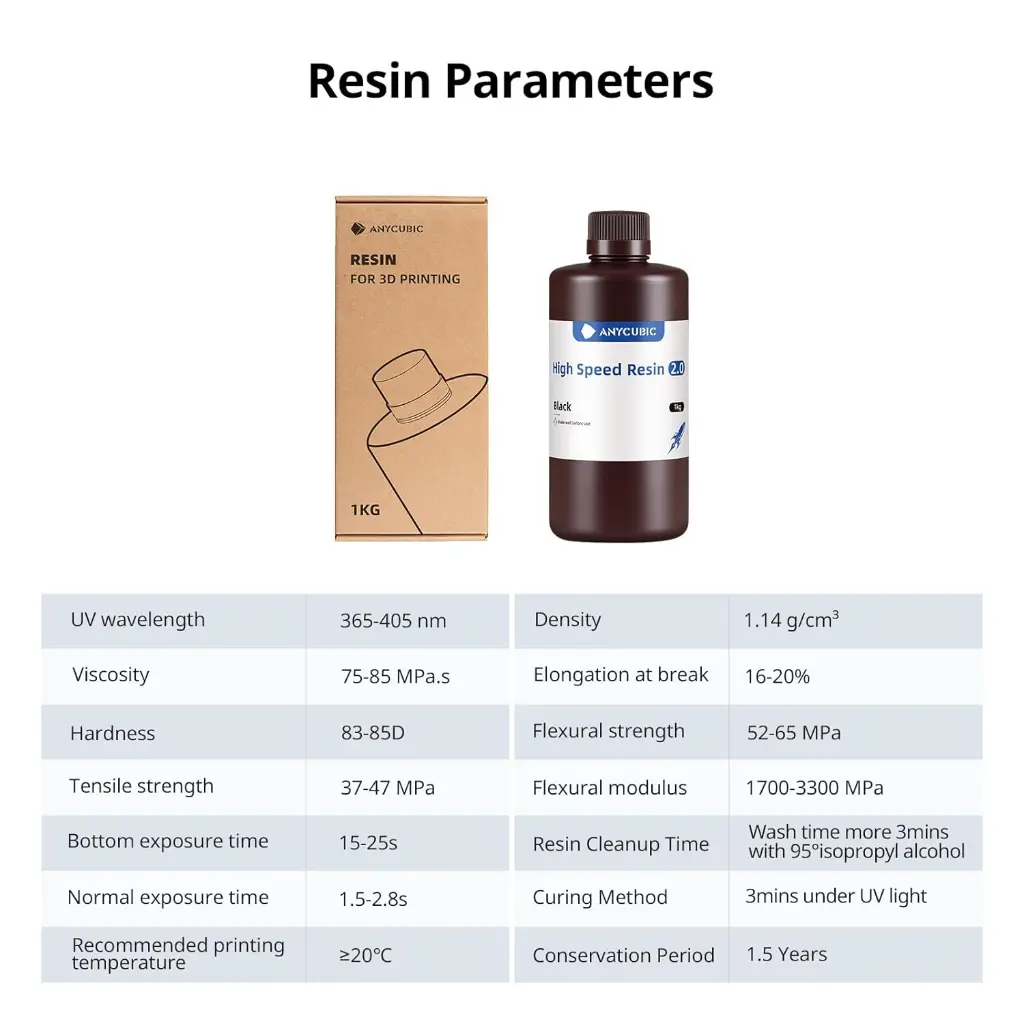
Resin Parameters
| Wavelength | 365-405nm | Elongation at Break | 16-20% |
| Density | 1.14g/cm³ | Flexural strength | 52-65MPa |
| Viscosity | 75-85 cPimPa·s | Felxural modulus | 1700-3300 MPa |
| Surface Hardness | 83-85D | Tensile Strength | 37-47 MPa |
| Bottom exposure time | 15-25s | Normal Exposure | 1.5-2.8s |
| Recommended Printing Temperature | ≥20℃ | Shelf Life | 1.5Years |
| Resin wash | Wash time more 3mins with 95°isopropyl alcohol | Curing Method | 3mins under UV light |
Recommended Printing Parameters
| Printer Model | Layer Thickness | Exposure Time | Off Time | Bottom Exposure Time | Bottom Layers | Anti-alias | Z Lift Distance | Z Lift Speed | Z Retract Speed |
|---|---|---|---|---|---|---|---|---|---|
| Photon Mono M7 Max | 0.1mm | 1.8s | 0.5s | 30s | 5 | 1 | 8mm | 6mm/s | 6mm/s |
| Photon Mono M7 | 0.1mm | 1.4s | 0.5s | 15s | 3 | 1 | 4mm | 15mm/s | 15mm/s |
| Photon Mono 4 | 0.1mm | 2.2s | 1s | 30s | 5 | 1 | 6mm | 4mm/s | 6mm/s |
| Photon Mono 4 Ultra | 0.1mm | 2s | 1s | 30s | 5 | 1 | 5mm | 8mm/s | 8mm/s |
| Photon Mono M7 Pro | 0.1mm | 1.4s | 0.5s | 15s | 3 | 1 | 4mm | 15mm/s | 15mm/s |
| Photon Mono M5s Pro | 0.1mm | 1.9s | 0.5s | 15s | 5 | 1 | 3mm | 20mm/s | 20mm/s |
| Photon Mono M5s | 0.1mm | 1.9s | 0.5s | 15s | 5 | 1 | 3mm | 20mm/s | 20mm/s |
| Photon Mono M5 | 0.1mm | 2s | 0.5s | 15s | 5 | 1 | 5mm | 6mm/s | 6mm/s |
| Photon Mono X 6Ks | 0.1mm | 2.5s | 0.5s | 15s | 5 | 1 | 6mm | 4mm/s | 6mm/s |
| Photon Mono 2 | 0.1mm | 2.5s | 0.5s | 18s | 5 | 1 | 5mm | 4mm/s | 6mm/s |
| Photon Mono M3 Max | 0.1mm | 2.8s | 0.5s | 25s | 6 | 1 | 8mm | 4mm/s | 4mm/s |
| Photon Mono X2 | 0.1mm | 2.5s | 0.5s | 18s | 5 | 1 | 6mm | 4mm/s | 6mm/s |
| Photon M3 Premium | 0.1mm | 2.5s | 0.5s | 25s | 5 | 1 | 6mm | 6mm/s | 6mm/s |
| Photon X 6K | 0.1mm | 2s | 0.5s | 18s | 6 | 1 | 6mm | 4mm/s | 6mm/s |
| Photon Mono 4K | 0.1mm | 2s | 0.5s | 25s | 6 | 1 | 5mm | 4mm/s | 6mm/s |
| Photon D2 | 0.1mm | 2.5s | 0.5s | 18s | 5 | 1 | 5mm | 2mm/s | 3mm/s |
| Photon M3 Premium | 0.1mm | 2.5s | 0.5s | 25s | 5 | 1 | 6mm | 6mm/s | 6mm/s |
| Photon M3 | 0.1mm | 2s | 0.5s | 18s | 5 | 1 | 5mm | 4mm/s | 6mm/s |
| Photon M3 Plus | 0.1mm | 1.5s | 0.5s | 18s | 6 | 1 | 6mm | 6mm/s | 6mm/s |
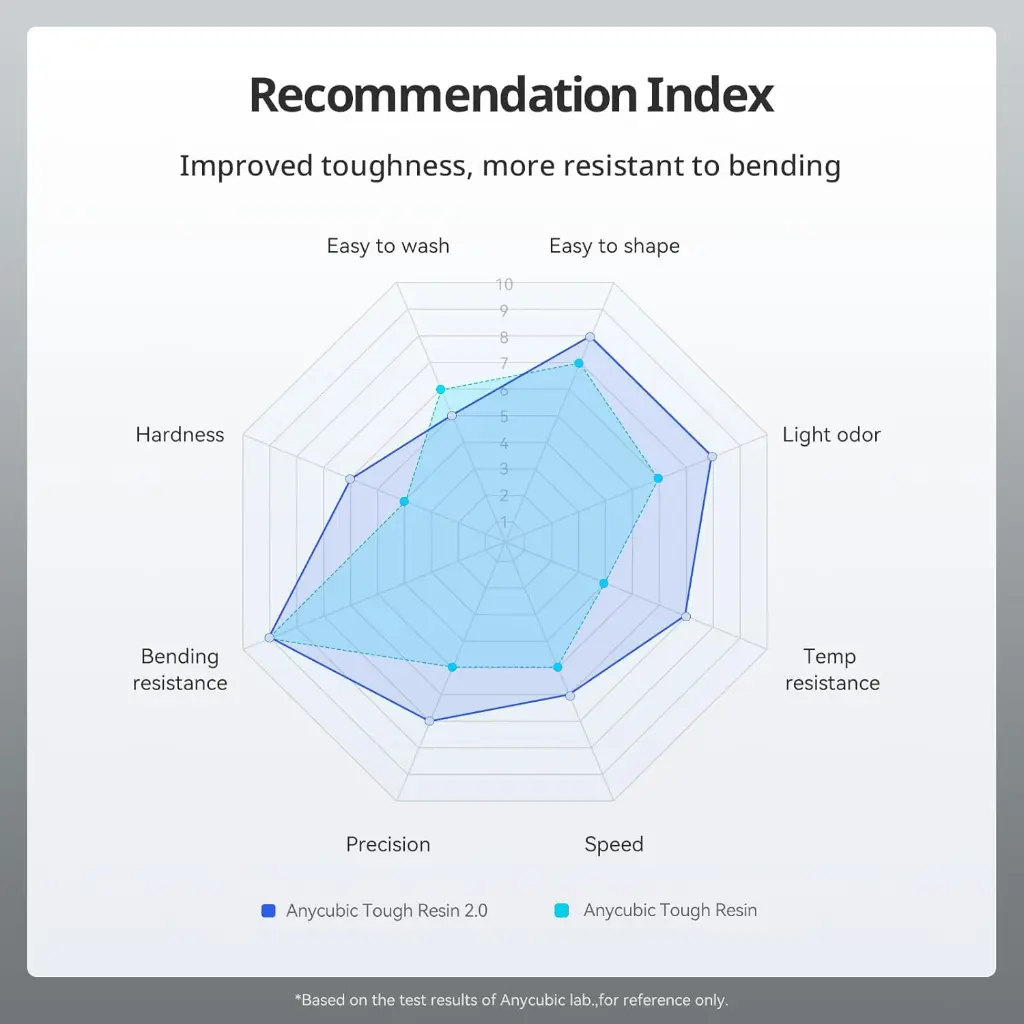
Recommendation Index
Improved toughness,more resistant to bending
Color Type

Instructions for Use
(1) Before use:
Shake the liquid resin before use;Clean the resin tank and the molding platform to keep the bottom of the resin tank in light transmission.
(2) When using:
Unscrew the cap and add it to the resin tank according to the equipment requirements;Select the correct print parameters and settings for printing.
(3) After use:
After printing, please use the matching tools for post-processing, including blade, diagonal pliers,tweezers,containers,gloves; ethanol(≥95%),lactate or isopropyl alcohol cleaning solution;
(4) Post-processing steps:
A. Remove the printed model from the molding platform with a blade;
B. Submerge the model in the cleaning solution, rinsed or ultrasonically washed, then taken out and drained; ANYCUBlC Wash and Cure machines are suggested to ensure better effect.
C.Proper processing, such as removing support, polishing, coloring, etc.
(5)Wastewater post-process:
A.Do not discharge wastewater directly into the sewer to avoid contaminating groundwater
B.Heat the wastewater,let most of the water evaporate, and then discard the residue after curing by curing machine and sunlight.
Precautions
The ideal condition for storing uncured resin is a cool, dark place at room temperature and protect from light
to avoid high temperature or sunlight.
Suggested operating temperature is 18-35℃, and a low temperature may affect the printing effect, thus, the
resin can be properly preheated before use (not more than 60°C).
If the resin pigment settles, it can be used after stirring or shaking.
In order to ensure the performance of the resin, please take out the model in time after cleaning to avoid the model soaking in water for a long time.
To ensure the mechanical properties of the model, please perform post-curing in time after cleaning and drying.
To ensure the ideal performance of the curable material it is necessary to control the intensity and time of the light source after curing.Therefore,
The following steps are recommended:
(1)The intensity of mercury lamp or LED light source is 5-10mW/m2,and the duration is no more than 1hour (self-regulation):
(2)The exposure time in the sun (summer)is around 1 hour;
(3)Proximity or long -term exposure under strong light sources such as high power high-pressure mercury lamps is prohibited
(4)It is recommended to print in a dark room or be covered with a lid while printing as resin is a photosensitive material.
(5)To avoid yellowing caused by long-term curing of High Clear Resin, please reduce the exposure time by half compared with other resin colors.
(6)Black resin may appear partially transparent in thin walls (<0.5mm), so the greater thickness can achieve better color effects.
